
Master LT Series C++ Library for CANopen control of the maxon EPOS4
Simplify your application programming with the Master LT C++ EPOS4 Library
Gone are the days when developers had to grapple with cumbersome and unintuitive software kits for application programming. Bulky software resources could slow down the development process, adding both time and cost to project deployment. With more streamlined tools, developers now have the opportunity to allocate their time more efficiently, concentrating on crafting application-specific logic rather than getting bogged down in the complexities of underlying communication protocols.
maxon motor Australia developed the “EPOS4 Library”: a C++ library that provides software structures to control the EPOS4 digital positioning controllers on a CANopen network, mastered by the MiniMaster LT/MicroMaster LT. The object-oriented approach lends itself to an organic programmatic flow whilst enhancing readability.
The library provides the interface between the MiniMaster LT/MicroMaster LT CANopen Master Controllers and EPOS4s. This intuitive library encourages a focus on application-specific control logic, thereby optimizing development time by relieving developers from delving into the complexities of the CANopen specification. The library also provides support for real-time communication, granting the ability to configure PDO communications. maxon motor Australia has published a public “demo” project to help users get started. The project examples basic usage of the EPOS4 Library for both position and velocity control from the Master LT controller range.
For developing custom projects, maxon motor Australia has also made available the core EPOS4 Library for simple linkage to the user’s custom project. This repository contains all historical release versions of the EPOS4 Library, granting the option to update or revert the software depending on the required functionality. The library is also included in the demo project.
A complete specification of the EPOS4 Library is available in the “EPOS4 Class Library Documentation” attached to this article.
For those requiring tailored solutions, the maxon motor Australia engineering team stands ready to offer a range of services, including motherboard design and custom modifications, software programming and configuration, and comprehensive system design.
Elevate your systems to new heights by contacting maxon motor Australia today.
maxon motor Australia tel. ☎️ +61 2 9457 7477.
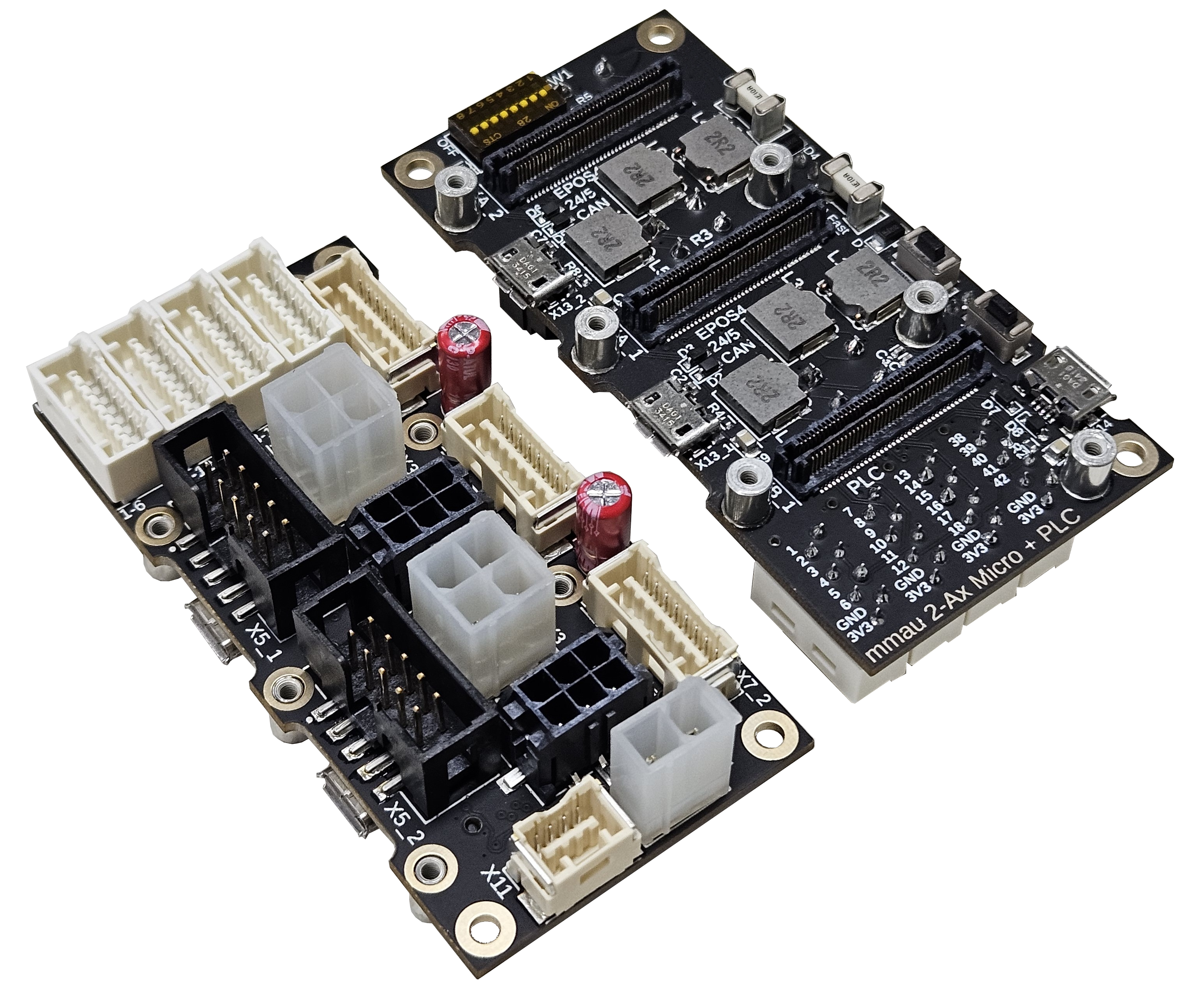
EPOS4 Micro 2-Axis + Micro CAN PLC Motherboard for Motion Control
In the motion control space, the pursuit of maximizing functionality whilst minimizing size is often prioritized in various applications. Engineers often grapple with the challenge of adapting to stringent size constraints, necessitating the development of compact solutions without compromising essential functionalities.
maxon Group Australia developed the “2-Axis Programmable Motherboard” as a general solution to the provision of multi-axis motion control and programming capabilities, all within a remarkably compact form factor measuring 77 x 38 x 23 mm. At its core, this motherboard houses 2 x EPOS4 Micro 24/5 CAN (638328) positioning controllers and 1 x MicroMaster LT CANopen Master Controller, exemplifying the intelligent fusion of cutting-edge technology and space efficiency.
The EPOS4 Micro, a pivotal component of this motherboard, can control DC/BLDC motors up to 120W (360W momentarily). The motherboard ensures comprehensive motor-related connectivity options, including both axes’ motor power, hall sensor, and encoder connectors. Facilitating ease of programming and control logic implementation, the MicroMaster LT is programmable in C++ and is empowered with the EPOS4 library developed by maxon Australia, relieving developers from delving into the complexities of the CANopen specification. This intuitive library encourages a focus on application-specific control logic, thereby optimizing development time. The wireless connectivity features, including Wi-Fi and Bluetooth, further illustrate the benefits of this versatile motherboard. Additional information on the MicroMaster LT can be explored in the dedicated article.
At a base level, the motherboard presents a standalone CAN bus configuration, where the PLC serves as the master and the two EPOS4 Micros function as slaves. For more expansive architectures, expanding the bus to accommodate additional slave axes is possible through connection to the CAN connector on the board, demonstrating scalability in design.
In terms of connectivity, the motherboard boasts an array of options, allowing seamless integration with peripheral sensors and devices. Notably, it provides 28 GPIO connections that are linked to the MicroMaster LT for logical control. The inclusion of 3 x digital inputs, 2 x high-speed digital IO (with the option to connect an SSI encoder), and 1 x digital output for both EPOS4 controllers further enhances the versatility of the motherboard. With wireless connectivity options including Wi-Fi and Bluetooth provided by the MicroMaster LT, the options are limitless in the pursuit of a higher-level system interface. Additional technical details can be found in the “2-Axis Programmable Motherboard Hardware Reference” provided below this article. Engineering samples of the 2-Axis Programmable Motherboard are available for lead customers.
For those requiring tailored solutions, the maxon Group Australia engineering team stands ready to offer a range of services, including motherboard design and custom modifications, software programming and configuration, and comprehensive system design.
Elevate your systems to new heights by contacting the maxon Group Australia today
tel. +61 2 9457 7477.
The Benefits of Electric Drives in Downhole Equipment
Every oil and gas extraction operation now includes gathering big data and managing the down-hole processes, from surveying and preparing extraction areas to maximising and optimising the production of mature oil and gas wells.
Over the years, the oil and gas extraction sector has maintained the same objectives: maximise output to satisfy the energy needs of the market while doing it effectively, affordably, and sustainably. Efficiency and sustainability are becoming a more prominent role as the sector sets its sights on achieving zero nett carbon emissions. Even though it has significant technological and environmental obstacles, downhole drilling has the greatest potential for technological advancement. To achieve these goals, industry mindsets must change to embrace a more data-driven strategy, which is driving downhole drilling towards electrification.
Electric drive benefits
The concept of electrifying downhole operations is not new, but advancement has lagged over time as a result of a combination of overcoming the extremely challenging climatic conditions, a lack of cutting-edge technology, and resistance to change. Technical advancements in motor, electronics, and battery technologies are providing the tools needed to move towards the electrification of the oil and gas industry, however, since old solutions like hydraulics are no longer cost viable in fulfilling the new targets set by the industry. There are key advantages of an all-electric system as well.
Efficiency gains are made possible by digitisation. Operators can make better and more consistent strategic production control decisions when they have access to a real-time data reservoir and precise control positioning. For the administration of manufacturing activities in the future, both onshore and offshore, digitalisation is becoming more and more crucial. Large volumes of data, including information on reservoir behaviour, production procedures, well integrity and safety, and the health and operation of the equipment, may be gathered in real time using electric production systems. With this digital strategy, a project’s overall efficiency and safety are increased, and its carbon impact is decreased.
Electric infrastructure construction is far more affordable and simpler to maintain. In comparison to hydraulics, an electric wire may be extended further, and a single line can be used to control various systems and provide sensor input. This enables creating and maintaining infrastructure with numerous branches and expansions easier. Additionally, the leakage danger associated with hydraulic lines is fully eliminated by an electric connection. Battery technology advancements have also made it possible to use batteries in harsh environments.
Electric motors allow for precise and quick control when used for valve actuation and control. Electric drive inputs and commands are received in real-time and are immediately carried out, allowing operators to quickly adjust and immediately optimise their operation. Electric motors can be controlled using a variety of factors, including torque (by measuring the motor’s current), speed and position (using motor halls or resolvers), and possibly other parameters depending on the sensors used. Full motor control is made possible as well as the opportunity to gather data that may be utilised to forecast the state of the motor health condition.
Technical challenges and solutions
Extreme environmental conditions have been a significant barrier to using electric drives more frequently in downhole operations. Components of conventional electric motors cannot survive downhole temperatures, which frequently exceed +200°C, high pressures, and potentially significant shocks and vibrations. Motors must run consistently, increase the lifetime of a downhole tool, and require less maintenance in order to meet specified cost efficiency targets and prevent expensive downtime. In order to achieve the industry’s goals of increased productivity and efficiency, it is essential to maximise the output of already-existing wells while simultaneously drilling into harder, unconventional wells and pushing electric motor technology even further.
As conventional motors are not suitable for these industry demands, custom solutions tailored to downhole specifications needed to be developed. To do this, successful motor manufacturers must have the expertise and resources to perform all the development steps, plus ensure reliable production and testing processes. Designing such drive system requires specialized knowledge in material behavior at extreme temperatures as well as extensive testing to make sure all components can survive the HPHT (high pressure, high temperature) environment found in downhole operations.
Conventional permanent magnet DC motors typically use neodymium magnets which start to demagnetize once temperatures of +150°C are exceeded. Similarly, conventional winding insulations are not able to withstand the extreme conditions. It is important to keep in mind that temperature ratings include ambient, and the added temperature caused by the load. That means a certain safety margin needs to be considered as the motor must be able to operate under load without overheating. Other motor parts must be made of high-grade stainless steel and the use of adhesives or plastics should be avoided.
The process of development includes more steps than just selecting the appropriate components. In order to validate that the correct design has been implemented and that the motor can deliver the requisite life-time in these harsh conditions, it is also necessary to specify and carry out acceptable environmental tests. To achieve reliable manufacturing, production processes must be developed and include appropriate testing both during production and during final inspection.
The maxon solution
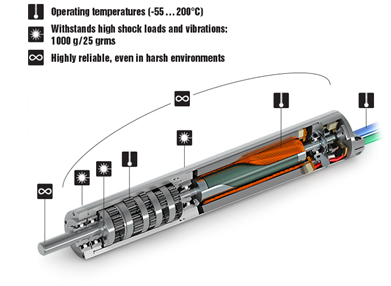
maxon’s heavy-duty platform portfolio provides the robust design that is critical for extreme operating conditions. For example, their EC 22 HD brushless DC motor with GP 22 HD planetary gearhead provides:

- An Ultra compact (Ø22 mm), highly efficient
(>75 %) and powerful (240 W) drive solution - A fully welded stainless-steel assembly along with encapsulated samarium-cobalt magnet
- A high temperature ironless core winding, proven to withstand temperatures up to 240° C
- A gearhead designed for high torque (12 Nm overload torque capability)
Along with these technical capabilities, these motors incorporate new materials and process technologies. An ironless core winding and high-performance rotor is the “heart” of maxon heavy duty motors. Together with the powerful gearhead, maxon provides high torque drive solutions. Most parts of heavy-duty drives are made of stainless steel. The assembly minimizes the use of adhesives, concentrating instead on the connection of individual components through mechanical fits and secured with laser welding. This results in a reliable and mechanically robust drive system.
Some key advantages of maxon HD motors include:
- Wide temperature range
(-50 to 200°C) components tested up to 240°C - Robust design laser welded connections
- High performance to volume ratio, compact, high-power density
- Low energy consumption, high efficiency
- Excellent control properties, linear motor characteristics
- Operation in air or in hydraulic oil
- Low magnetic interference
- High quality/reliability production process controls
Qualification and production testing
To ensure that motors can withstand harsh downhole conditions, it is important to define and conduct proper tests during the design qualification phase as well as during serial production. Manufacturers must have enough resources and expertise to develop and conduct these tests and implement all the necessary steps on the production line to ensure that each unit produced meets the requirements. There are three specific tests that are required to assure the long life and proper operation of these motors.
To ensure that motors can withstand harsh downhole conditions, it is important to define and conduct proper tests during the design qualification phase as well as during serial production. Manufacturers must have enough resources and expertise to develop and conduct these tests and implement all the necessary steps on the production line to ensure that each unit produced meets the requirements. There are three specific tests that are required to assure the long life and proper operation of these motors.
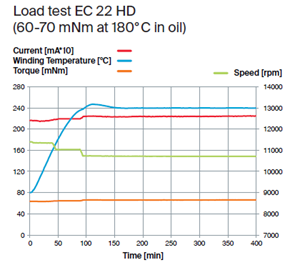
Internal full load test
Motors are tested in air or in hydraulic oil at extreme temperatures and under full load during continuous operation. During this load test the winding heats up to its maximum rated temperature. Continuous monitoring provides information on the drive’s performance characteristics.
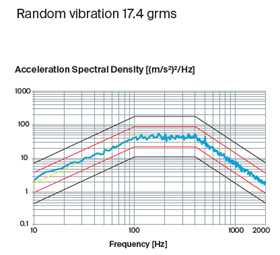
Vibration and thermal stress test
Drives are placed in a climate-controlled enclosure and subjected to high vibration. Testing is carried out with the motors in operation at high temperature. The motors are required to continue functioning within their performance specification while vibrations are applied in all directions.
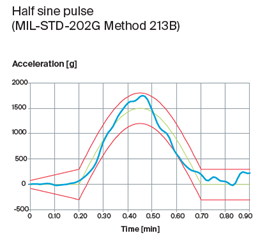
Shock test
The laboratory system performs a variety of shock loads of more than 1,000 G. After the shock test, the drives must be fully functional.
Standard test procedures are also performed prior to delivery to the customer. All of maxon’s HD drives the motor plus accessories must pass these procedures, which include:
- Environmental Stress Screening (ESS)
o high temperature test
o load test
- General Electrical Test
o insulation test
o maxon standard test
- Visual and Dimensional Check
o visual inspection
o dimension checks
Application examples
A typical use for electric motors in downhole operations is in Measurement While Drilling (MWD) systems, which use electric actuators in their mud pulser units. This equipment is responsible for using the complex technology that provides a second-by-second feed on the progress of the bore. Because the data transferred to the drilling technicians is critical to the operation—allowing them to respond quickly to make drilling corrections—the motor used in the actuator must provide power efficiency, reliability, and robustness.
Battery technology developments have increased the use of electric motors in downhole operations where they can also be used as generators to power the batteries. For this to happen, the motors must be very efficient. Brushless HD motors from maxon are not only suitable for the extreme environments attributed to downhole operations they can be used as DC or AC voltage generators using the drilling fluids pumped downhole. A voltage rectifier is required for DC voltage production, while AC voltage can be acquired using two of the three motor phases. The basic calculations are very simple due to the linear behavior of motors with slotless windings.
Another emerging use for electric actuators is in intelligent flow control valves. Instead of switching between fully open or closed positions, electric motors allow for highly precise control of flow valves to achieve optimal flow rate at any time. Software development has provided easy monitoring and control via user friendly interfaces at the surface. For example, it has been shown that smart gas lift systems have the potential to reduce lifting costs significantly, plus increase the well production capabilities with less intervention.
Well inspection is another segment with large potential for using electric actuators to achieve more efficient operation. Whether actuating a wheel assembly to drive a conveyor or controlling fingers of a multi-finger imaging tool to inspect the casing, electric drives are a great choice for increasing operational speed and precision. High precision positioning linear movements can be made by incorporating linear actuators with ball screws integrated into the gearhead and a heavy-duty resolver at the back of the motor. Overall, electric motors can solve challenges in various downhole tools, from drilling operations to completion and well inspection.
Conclusion
The oil and gas sector will undergo a great deal of change and innovation in the coming years and decades in order to satisfy strategic targets like providing affordable, carbon-free energy. These advances and modifications may be fueled by the development of all-electric systems. It is anticipated that an oil and gas extraction project will electrify all of its components, including the downhole portion. Many applications are actually migrating from more conventional technologies like hydraulics to electric actuation right now. With the industry facing difficult targets it is thrilling to see where the road leads and what kinds of innovations emerge in the future.
For information:
maxon motor Australia tel. +61 2 9457 7477.
60 Years of Excellence

Since 1961, maxon has focused on customer-specific drives, quality, and innovation. The products are manufactured in state-of-the-art production facilities, for example, under clean room conditions. Today, the company has more than 3,000 employees worldwide.
The name maxon pays homage to the enterprising founder Max Braun and his sons Erwin and Artur.
Now, maxon is celebrating 60 years of success – 60 years of excellence.
Roll the anniversary film!
It all started with shearing foils for electric razors. Our anniversary film tells the tale of the fascinating journey of the maxon drives from the center of Switzerland to Mars.
> Watch now
Anniversary Magazine
In our anniversary magazine, we shine the spotlight on 60 wonderful years and celebrate the number 60. Read about the 60 spontaneous decisions made by the Braun family, and what happens at maxon in 60 minutes, and discover some bold predictions about maxon and the world 60 years from now.
> Read now
maxon motor Australia tel. +61 2 9457 7477.
A light-weight exoskeleton for the elderly.
Graduate students at the National Taiwan Normal University (NTNU) have developed an improved exoskeleton design using maxon brushless DC motors and motor controllers.
Members of the Mechatronic Engineering department of NTNU have developed a lightweight lower extremity exoskeletal robot to assist people who have difficulty walking. The exoskeleton provides support for the hips and knees.
Exoskeletons have been in development since the mid-seventies and have continued to evolve following advancements with technology. Price, weight, safety, ease-of-use, and a proper fit all pose challenges to developing exoskeletons that are practical for the general public.
Graduate students in the Intelligent Automation/Robotic Lab at NTNU found that—due to heavy motors and batteries—most exoskeletons are difficult for users to put on without assistance. The lack of a user-friendly design means that most exoskeletons are inconvenient and can pose a safety risk to the user. Due to the high cost of hardware, they’re also expensive.
Using maxon DC brushless motors and motor controllers for the hip and knee joints, the students were able to develop a high-torque wearable unit that is smaller and lighter. By incorporating lightweight 3D printed components along with high-efficiency DC motors from maxon, the exoskeleton provides an agile, user-friendly solution to an aging population.
The team’s next goal is to extend the development an exoskeleton for the ankle joints and feet, exploiting the same easy-to-wear design as their exoskeleton for the hips and knees.
maxon motor Australia tel. +61 2 9457 7477.
Ceramic at its best.
Additive manufacturing of ceramic components speeds up the production of prototype parts and opens up new possibilities.
Specialist DC motor company maxon is renowned for its drive technology, which has travelled all the way to Mars in various NASA rovers. maxon also has a high-tech department for technical ceramics in Sexau, Germany. Here ceramic components are now also 3D printed and perfected with lasers.
More than 20 years ago, the question was posed “What is even more wear-proof than steel and can be turned into axes and shafts for our planetary gearheads, to make them even more precise and reliable?” Stefan Zilm, Head of Business Development & Quality Engineering at the Competence Center CIM/MIM at maxon, Sexau, knows the answer: Ceramic components produced with ceramic injection moulding, a process that is similar to metal injection moulding.
Today, the company has extensive know-how in the field of technical ceramics. With CIM, components can be series-produced in quantities of several tens of thousands. Yet, in spite of all the experience, and even with the use of state-of-the-art engineering methods such as CAD, finite element calculations and simulations, reality remains the ultimate test that determines whether a new idea is sound, or whether a ceramic part can be produced at all and behaves as planned.
The customary path from idea to real ceramic component is long and costly. An expensive mould is needed to create the green compact to be sintered. Subsequently, it is turned and cut, sintered and sanded in work-intensive processes. Zilm admits: “For a first sample, this is very complicated, it costs a lot of time and money.”
Ceramic out of the printer
But there is another option: using the shortcut offered by 3D printing, which is already well-established for plastic components, and is increasingly also being used for metals. Whereas printing of plastic and metal has been part of industrial production for several years now, ceramic printing is still in the process of venturing from the lab to the factory halls. But the advantages were so tempting that maxon already started pilot tests five years ago, with the aim of getting prototypes of ceramic components to the customers faster – and doing some real pioneering work. Zilm: “With such a printer, the first two to three development loops can be completed a lot easier and faster.”
After intensive market research, maxon decided on a printer from French manufacturer 3DCeram, which was customised to meet the company’s own requirements. “For us, the main selling points were the precision and the rather large printing area of 300 by 300 millimeters,” explains Zilm. The printer is based on the stereolithography method, in which a laser solidifies an emulsion consisting of binder and ceramic powder, and thus constructs a component layer by layer from bottom to top. The layers are between 0.025 and 0.125 millimeters thick. After each layer has been applied, the printer bed moves down one step. This ensures even shrinkage during the solidification, as well as high precision and rendering of very fine details. A support structure is not required. The special strength of the 3DCeram systems is that it is also possible to create very small parts, with a volume of only 50 cubic millimeters.
Depending on the requirements, ceramic components are usually made of zirconium and aluminium oxides. These are the “bread and butter” materials of the technical ceramics field. Both are available as emulsion for the 3D printer. The debindering and sintering technology corresponds to the CIM procedure, with the result that the green compacts created in the 3D printer can progress through the same manufacturing systems as the series parts. Depending on the complexity of the desired component and the required tolerance level, small series are also possible and a good alternative to ceramic injection moulding (CIM).
According to Zilm, the procedure does have its limits, due to the diameter of the UV laser beam, which determines which minimum wall thicknesses can be produced. The components are cleaned using compressed air and an additive, to remove excess material from the component. Holes with sizes of 0.5 millimeters and smaller cannot be made as perfectly round as in injection moulding, but for prototypes, it usually suffices.
Development partners right from the start
Today, the customer simply sends a file in the standardised STEP format (Standard for the Exchange of Product model data) that has become commonplace in 3D printing, and gets an offer shortly thereafter. Just 10 to 14 days after the order confirmation, the customer can already hold the first prototype parts in their hands. “In the past, that took several weeks or even months, and involved high mould costs,” remembers Zilm.
Ideally, the customer involves maxon right from the start. “We are development partners from the first idea and can thus influence the design to make it as suitable for ceramics as possible,” explains Zilm. Thus it is possible, for example, to combine several components into a single component with optimised functionality. According to Zilm, such optimisations are very important, considering that the price for a kilogram of the commodities needed for ceramic is around ten times that of steel. “We have to justify this by providing significantly better functionality, for instance through wear resistance, temperature stability or not requiring lubricants.”
But the limits of additive manufacturing have not yet been reached. Andreas Philipp, Head of the Competence Center CIM/MIM, is certain: “We have to start thinking in 3D and not in the classical way as before.” Then completely new possibilities will open up, so that 3D printing could be a real alternative to the established processes.
maxon motor Australia tel. +61 2 9457 7477.
maxon’s driven magazine is out now!
The latest edition of driven brings you interesting reports, interviews, and news from the world of DC motor and drive technology.
driven magazine from maxon is now available online and can also be ordered in print, free of charge. The magazine is published in three languages.
Which brushless DC motor to choose?
The technical article in the current issue of driven gives engineers an excellent overview of the various brushless DC motors made by maxon and their properties. All beautifully summarised using graphics. Least but not least, readers are transported to Great Britain and the gear motor specialist Parvalux. The long-established company joined the maxon Group in 2018. What has changed since then? And what synergies can be used in future?
Robot on four legs
Wherever it goes, it is sure to attract attention. The red walking robot ANYmal provokes a reaction, which is why it also made it to the cover of the maxon magazine driven – representing the ever-increasing number of inspection robots worldwide.
Climbing, crawling, walking, or flying: inspection robots can be found everywhere, whether in sewer systems, on wind turbines, or at the bottom of the ocean. And their numbers are expected to increase dramatically in coming years. This is because they do work that is either too monotonous or too dangerous for humans. One of the most well-known of their ranks is the red walking robot ANYmal developed by Zürich-based start-up ANYbotics. The editorial staff of driven magazine took a look behind the scenes and found out from the engineers how they taught their “baby” to walk.
BIKEDRIVE – the electric bike system
For readers who prefer two wheels to four legs, we have an interesting report about the new electric bike system BIKEDRIVE AIR. It makes it possible to design and produce lightweight electric sports bikes – for the mountain or the road. They provide a natural cycling experience and represent an alternative to electric bikes, which are increasing in weight and power.
For more information contact maxon motor Australia tel. +61 2 9457 7477.
maxon DC motors in surgical hair restoration device.

When an Award-winning hair replacement clinic in Dublin, Ireland couldn’t find a next level surgical tool to harvest hair follicles for treatments, it decided to design one and turned to DC motor specialist, maxon for help.
Since the start of the coronavirus pandemic, Ailesbury Hair Clinic, based in Dublin, Ireland, has seen a 50% increase in people coming forward for hair replacement treatments. Hair loss affects millions of men and women globally. During the pandemic many people took the convenient opportunity to have treatment and recover while working from home. Ailesbury Hair Clinic, which specialises in the minimally invasive aesthetic hair integration follicle unit extraction (AHI FUE) procedure and has won numerous awards for its advanced technique, saw a huge increase in demand for treatment.
Most existing follicle extraction devices are heavy and bulky, so the clinic’s experts decided to call on their 20 years industry experience to design a new device for themselves. Having been involved in developing various medical devices and surgical tools over the years, the clinic’s experts were confident they could design a more streamlined and effective hand-held follicle extraction device that was light, robust, fast and had wireless capabilities.
Ioannis Ypatidis, a programmer and roboticist, is the Project Manager who developed the new device. He chose maxon’s DC motors for the final design because of their small size and relatively high torque compared to competitive options on the market. After initially deciding to go with a geared DC motor for their device, the team contacted Martin Leahy, maxon’s Sales Engineer in Ireland, to discuss concerns about noise and vibration.
“Martin directed us towards choosing a direct drive motor without gears because this would eliminate the issues around noise and vibration while increasing the product’s service life,” explained Ioannis. “His advice was extremely valuable and saved us a lot of time on this project.
“We were going in the wrong direction with our DC motor choice and consulting Martin allowed us to adapt without wasting a lot of unnecessary time and resources in testing the wrong solutions.”
The innovative new drill is exact, reliable and extremely small – the nose is just 0.8 mm. The DC motor is from maxon’s configurable DCX direct drive range which facilitates the handheld design by offering high power density and torque in a small design. Using a direct drive solution increased the device’s service life and offered a reduction in weight and vibration compared to geared DC motor solutions. Using a rechargeable battery system has made the new tool portable and transferable from clinic to clinic and country to country without considering different power supplies.
“People are more comfortable now with this type of hair restoration treatment. It is considered quite mainstream and is a fairly simple and acceptable procedure. Depending on how many hairs are grafted, it usually takes approximately 3 to 4 hours of treatment, with breaks. The maxon motor within the tool is powerful and extremely efficient, providing the user with better scope for precision, power and perfection in client results,” added Ioannis.
Ailesbury Hair Clinic specialises in treating men and women for hair loss and its minimally invasive AHI method has been used to treat thousands of people to an award-winning standard over its two decades in business. This meant that quality was the main consideration for its team on this project.
“We knew maxon’s DC motors were deployed on the Perseverance rover that landed on Mars earlier this year. We saw this as a huge validation of maxon’s quality and figured if it’s good enough for Mars, it will be good enough for us,” concluded Ioannis.
maxon motor Australia tel. +61 2 9457 7477.
Challenging gravity with fluid motion.

When international law firm Paul Hastings LLP commissioned sculptor Daniel Chadwick for a unique piece in their London headquarters, Daniel turned to maxon DC motors to help defy gravity in his stunning art installation.
Paul Hastings LLP wanted a spectacular showpiece for the entrance of its contemporary London offices. “We wanted something different, something unique for our flagship offices.”
Daniel Chadwick is known for his kinetic work, creating dynamic moving sculptures and mobiles. He has worked with maxon since 1990. Incorporating maxon DC motors and products means there is no noise, and the movement appears effortless – an essential requirement for this type of installation. The sculpture Daniel created for the international company, titled Gravity, is vast, with the longest arm coming in at over 6 metres. Daniel explains, “It is resting in space as if it is fighting gravity. The arms are the elements, and the motion is defying the gravitational forces with its finely-tuned balance and smoothly controlled movement.”
Gravity uses four brushed maxon DCX motors and GPX gearbox combinations, ranging in diameter from 14 mm to 35 mm, coupled via clutches to the moving arms. This range of DC motors products is available to configure online. The mobile was made in its entirety at Daniel’s workshop in Gloucestershire, UK. It was then transported in pieces, the dimensions of which was determined by the size of the service lifts. It was assembled, like a giant logic puzzle, in the rafters of the Bishopsgate building. The mobile is continually moving in random directions. The drives are controlled by maxon’s DC motor controllers and Arduino programmers, allowing them to speed up smoothly, slow down, pause and randomly reverse direction. The arms float near and then rotate back like a living creature with a mind of its own.
Matt Dean, Sales Engineer at maxon, says, “If you look closely, the motion in the sculpture is perfectly smooth; that was key to Daniel’s requirements. If the DC motor were not smooth, the end of the statue would be very jerky and evident to the eye as the arms are so long. Our DCX/GPX combinations were perfect for this.”
Gravity has just celebrated its first anniversary following a year of faultless operation. For Paul Hastings LLP, “‘Gravity 2019’ has created an amazing experience for visitors and staff alike”.
maxon motor Australia tel. +61 2 9457 7477.
Watch Gravity in motion Gravity 2019 from Daniel Chadwick on Vimeo.
Fully automated drone powered by solar energy

XSun designs and manufactures a drone that is both energy-independent and can make its own decisions, for fully-automated missions. The company needed reliable, high-performance sub-assemblies to design it’s SolarXOne. The start-up approached maxon for the propulsion system.
Adapting space technologies for use at lower altitude was the idea behind creating a fully automated solar powered drone. Benjamin David started his company XSun, and with a decade of experience at Airbus Defense & Space his idea produced SolarXOne: A solar-powered, electrical, self-contained drone with a tandem wing design.
SolarXOne, with its dragonfly-like design, has excellent aerodynamic performance and a large surface area of solar panels, to collect as much solar energy as possible. This is all within a very high-performance, fully-electric environment.
“We firmly believe that a combination of new technologies and renewable energy sources will best meet current environmental, economic and societal challenges,” says Benjamin David. He also points out that solar power increases the on-board battery life by a factor of 3.
Just like a satellite, SolarXOne is packed with technologies. Half airplane, half drone, this UAV weighs 25 kgs and has a 4.50 metre wingspan. With a daily flight range of 600 km it can fly over thousands of acres, producing image resolution within centimetres of accuracy. Many industries could benefit from the drone for a wide variety of missions:
- Mapping and topography of large areas on land or at sea, such as natural bush reserves
- Very high-resolution photographic surveys for large-scale linear infrastructure (pipelines, electricity lines, roads, rivers, etc.)
- Photographic surveys for precision agriculture, for example forest mapping
- Monitoring and inspection missions.
maxon motors are “definitely the best”
The guiding principles of the SolarXOne design was a DC motor system that was efficient, top quality, reliable and durable. “Because of the fully electric design, we had to strive for cost and energy efficiency in every assembly. This is why it was essential to work only with the best, and that means maxon for the propulsion system,” said David. For propulsion, the challenge was to find the most reliable, highest performance, and smallest systems possible, with virtually the same requirements as in the aerospace sector. “In those three areas, maxon is definitely the best. There are very good reasons why they supply NASA with its robot motors! We were delighted to see maxon enter the drone market, and our collaboration was set up very quickly,” adds David.
Every aspect of the technology had to be pushed right to the limit for the drone to be able to fly independently for more than 12 hours. XSun took advantage of maxon’s expertise in controllers, DC motors and propulsion.
“From an energy point of view, the aim was to keep consumption as low as possible while remaining as light as possible: a genuine technological challenge”, recalls Michael Niemaz, Aerospace Project Engineer at maxon, who has been working with XSun since 2019. Back then, maxon had just released its first drone motor range. To meet XSun’s requirements, maxon adapted one of its brushless drone motors, the ECX 87 Flat DC motor.
Luise Löskow, Aeronautics Project Manager at maxon, says: “When we started working with XSun, the design of this type of DC motor only existed in its basic form. This is why we had to customise a product that was still under development, to which we had to incorporate new features such as sensors. Our experienced team (design engineers, test engineers, quality engineers, purchasers and production operatives), had in-depth discussions about the various technical requirements and problems, so as to find appropriate solutions. Finally, we increased the power of the ECX87 Flat DC motor and modified its winding for optimum propulsion. SolarXOne is now equipped with two adapted ECX87 Flat DC motors positioned at the front of the aircraft.”
“For SolarXOne to be able to fly over cities in total safety, XSun wanted to have its drone certified as far as possible. This where maxon’s expertise played an important role, because we provide a build quality that guarantees a sufficiently reliable DC motor to be certifiable in the future,” Michael Niemaz pointed out. The founder of XSun agrees with this, adding: “It would have been hard to achieve the same level of quality with a partner other than maxon. Very few companies would be able to provide a highly detailed 25-page test report!”
Ever since they met at the Paris Air Show in 2019, the maxon and XSun teams have been working in close collaboration. In July 2020, for its first long-range solar flight, the SolarXOne succeeded in flying silently for 12 hours without any CO2 emissions, and completely independently. Since then, it has completed operational assignments for various clients in France and other parts of Europe.
For more information, visit: XSun.fr
maxon motor Australia tel. +61 2 9457 7477.
